山东鹰眼机械科技有限公司
Shandong Yingyan Machinery Technology co., LTD
服务咨询热线
15684092666
山东鹰眼机械科技有限公司
Shandong Yingyan Machinery Technology co., LTD
服务咨询热线
15684092666
联系人:孙经理15684092666
电话:0535-6730466
邮箱:350007968@qq.com
网址:www.sdyydjj.com
地址:山东省烟台市莱山区隆昌路157号
在化药一致性评价、“4+7”带量采购政策推进的环境下,医药企业面临成本下压不下的难题,在如何合理控制成本的思考中,新旧动能转换成为企业不得不升级的目标。
业内表示,在新旧动能转换中,制药企业要以创新为动力,站得高、看得远、看得大,推动药企高质量发展,从而助力整个行业的转型升级。
而在药企动能转换的过程中,智能化、自动化生产线挑起了“大梁”,它们不仅降低了工人劳动强度,减少人工成本,更大大提高了产品的产量和质量,提升了企业的竞争力。
例如,有中药企业的系列产品提取自动生成线采用PLC控制系统,实现了从配料投料、煎煮提取、浓缩、醇沉到干燥整个生产流程的全自动控制。据悉,该自动生成线构建了“工艺设计-技术装备-过程控制”三位一体的关键技术体系,实现绿色、生产的目的,确保了成品上市后的有效性。
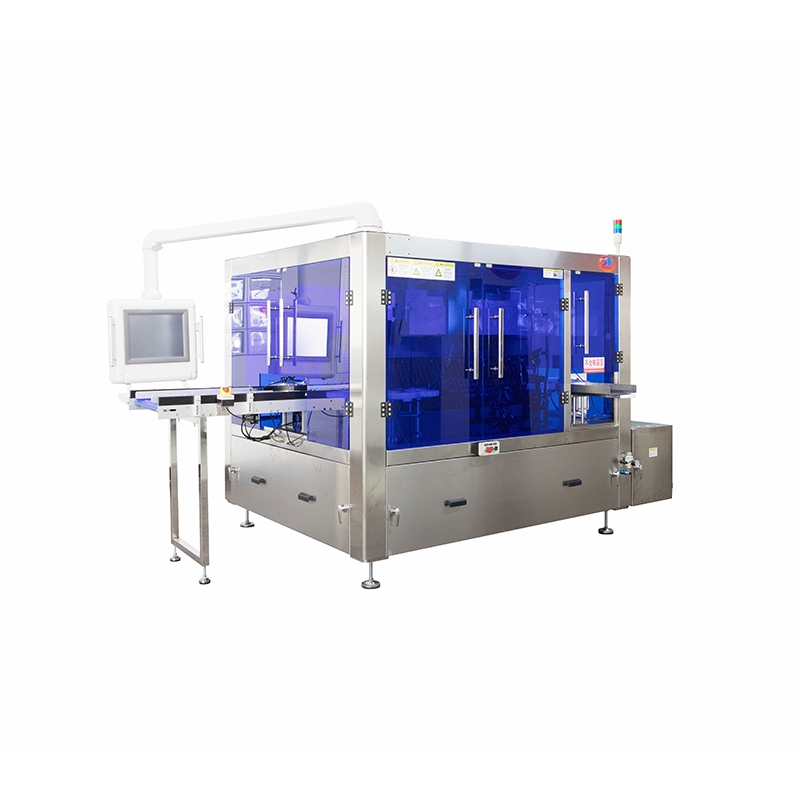
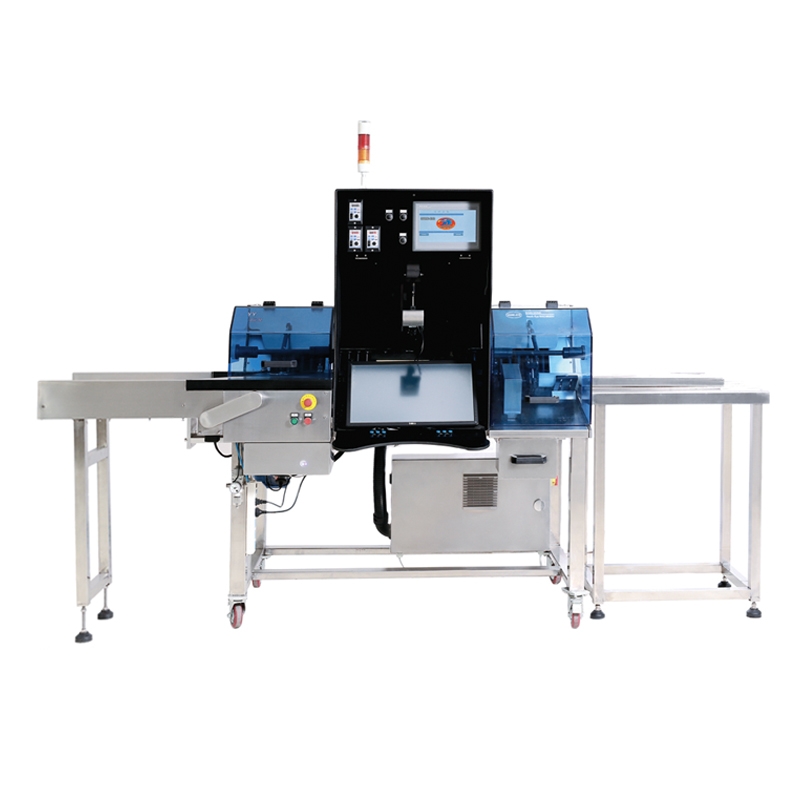
有制剂企业的车间工人以前都靠用肉眼监测瓶内异物,长时间工作不仅伤害眼睛而且容易造成差错。随着车间引入全自动灯检机,每班操作人员减少了85%,大大提高了生产成本和生产效率,也节省了人工成本。
也有药企对生产线进行改造升级,使得投料、生产、包装一气呵成,其生产线的自动化、智能化、信息化水平高,在人员不增加、工作用时减少的情况下,产能实现翻番,产品质量和经济效益都有所提高。
还有药企在药机展会上订了一批配合产业自动化、智能化趋势研制的全自动高速捆扎生产线,其技术良好、性能优良,生产线可每分达到450盒的装盒速度,折叠范围在1至4折。而在捆包环节中,因设备使用的包材为PE膜,捆扎速度每分钟能够达到40捆,大大提高了装盒的速度,适合大规模生产。
总得来看,目前越来越多的药企都在加快自动化、智能化技术的运用,淘汰传统的技术以及产品。业内认为,在新旧动能转换中,企业越早布局,升级的越快,未来在市场上就越占优势。“政策方面肯定是支持动能转换的,关键还是要看企业的积极主动性,越主动越好,短期来看比较烧钱,一条生产线的改造至少几千万,但如果从长期来看,获得的效益基本是翻倍的。”
不过就国内动能转换的水平来看,与国外的新动能还存在较大的差距。例如,与国外包装线生产企业相比,国内厂家的生产线配套性能一致性、设备稳定性、使用寿命等方面还具有一定的差距,未来增长空间大。
因此,为了适应国内药企新旧动能转换加快的需求,装备制造企业须加大专业化技术的研究和产品革新,才能更好的把握国内市场的发展机遇,助力药企创新、高质量发展。